In momentul in care discutam despre imbinarea tevilor din polietilena trebuie mentionat faptul ca aceasta se face in doua feluri, si anume prin electrofuziune si prin sudura cap la cap.
Tevile PEHD care au dimensiuni mai mari se pot imbina denemontabil, fie cu ajutorul fitingurilor, fie fara ajutorul acestora, in doua moduri.
Ei bine, aceste tevi se pot imbina cu ajutorul unor aparate de sudura polietilena, iar despre acest tip de sudura trebuie mentionat faptul ca este automatizata.
Aparatele de sudura moderne elimina in totalitate factorul numit om. Pentru ca sudura de acestor tevi sa fie de cea mai buna calitate, sunt necesare anumite scule precum razuitoarele pentru sanfrenarea capetelor de conducta, dar si alimiatoarele.
Ca si la tipul de sudura cap la cap, este extrem de importanta curatarea suprafetelor de contact tub fiting.
In ceea ce priveste acest tip de sudura, trebuie precizat faptul ca in ultimii ani a devenit din ce in ce mai popular atat datorita simplitatii operatiunii, cat si datorita calitatii superioare a imbinarii.
Referitor la fitingul de polietilena, trebuie precizat faptul ca este obtinut prin turnare, si are in interiorul peretelui o rezistenta electrica ce uneste suprafata interioara a fitingului cu cea externa a conductei.
Ei bine, aceasta este sudarea prin electrofuziune a tevilor din polietilena, insa trebuie precizat faptul ca aceste tevi se pot imbina si prin sudura cap la cap.
Aceasta modalitate de sudura este cel mai des intalnita. Ordintea tehnologica in care trebuiesc efectuate operatiile, regulile si indicatiile de detaliu sunt oferite de catre instructiunile tehnologice ale fiecarui producator de aparat de sudura in parte.
Acestia precizeaza cu precadere parametrii de sudare, iar aici discutam despre presiune, timp si temperatura.
Acesti parametrii sunt utilizati dependent si de materialul de paza, cat si de raportul dimensional standard SDR. In ceea ce priveste realizarea unei suduri cap la cap a tevilor din polietilena, trebuie mentionat faptul ca se pot folosi atat aparate manuale, cat si aparate semiautomate sau aparate automate.
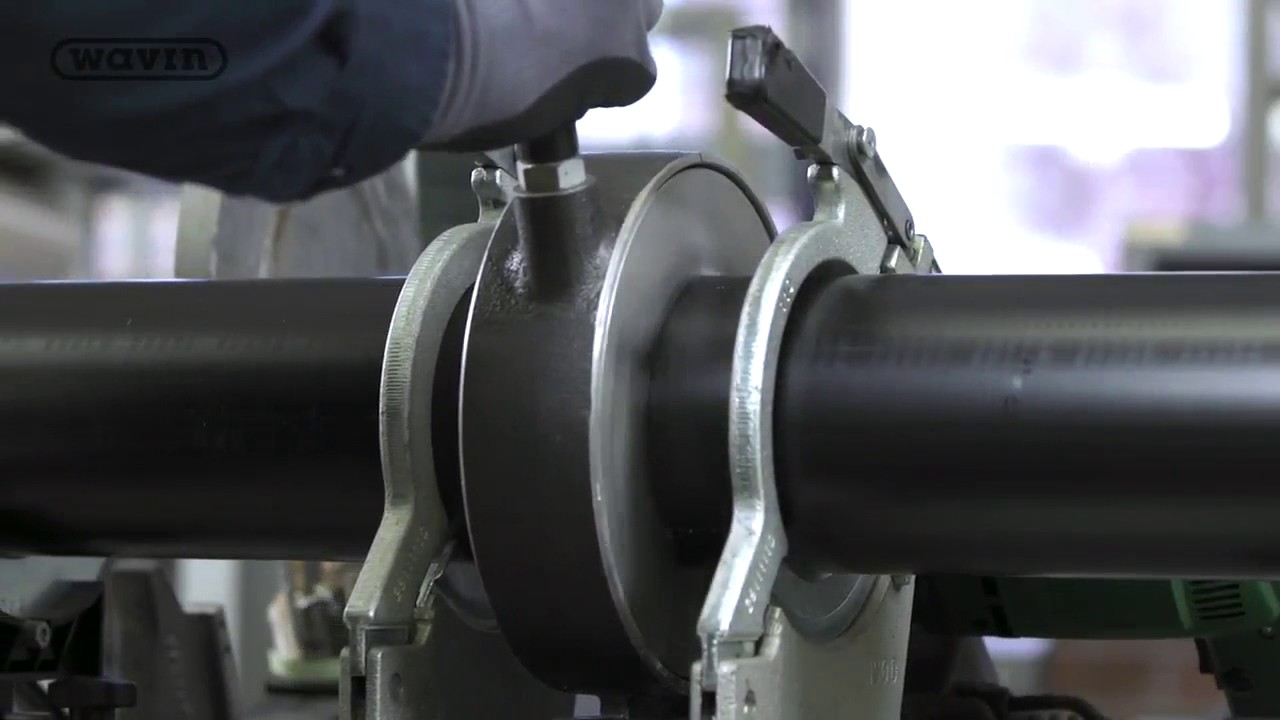
Pentru realizarea acestor suduri este nevoie de personal calificat. O sudura cap la cap a tevilor de polietilena cuprinde urmatoarele faze:
- Fizarea capetelor de conducta in suportii echipamentului (aparatului de sudura);
- Curatarea iar apoi frezarea capetelor pentru a le aseza in acelasi plan;
- Preincalzirea suprafetelor care urmeaza sa fie imbinate cu ajutorul placii de incalzire (21 O C );
- Apoi urmeaza retragerea placii si compresia imediata a celor doua capete;
- Dupa aceea, urmeaza racirea in aparat pana la o temperatura de aproximativ 60 de grade Celsius;
- Urmeaza apoi dezasamblarea capetelor conductei din falcile aparatului de sudura.
In ceea ce priveste mediul ambiant la care se realizeaza acest tip de sudura, trebuie precizat ca temperatura acestuia trebuie sa fie cuprinsa uneva intre 0 grade Celsius si 45 de grade Celsius.
Referitor la tevile PEHD care au diametre mici de maxim 75 mm, trebuie precizat ca acestea se imbina cu ajutorul fitingurilor de compresie pe baza de filet.
Asadar, atunci cand vine vorba despre imbinarea tevilor de polietilena, acest procedeu fie se efectueaza prin sudura cap la cap, fie prin sudura prin electrofuziune.







